Descriere produs
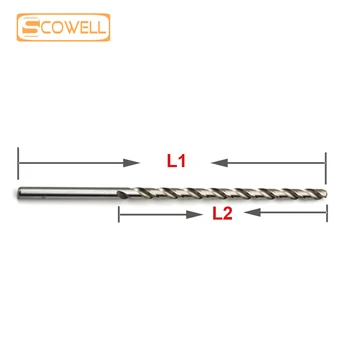
Foraj rapid cu Lama Tip: SD14-SD20: WCMT030208FN ACZ330 șurub: M2.5 * 6.5 cheie: T8 SD21-SD24: WCMT040208FN ACZ330 șurub: M2.5 * 6.5 cheie: T8 SD25-SD30: WCMT050308FN ACZ330 urub: M3 * 7 Cheie: T8 SD31-SD41: WCMT06T308FN ACZ330 urub: M3.5 * 8 Cheie: T15 SD42-SD60: WCMT080412FN ACZ330 surub: M4 * 10 Cheie: T15, Deoarece u burghiu achizițiile clienților, vor fi mai multe întrebări, să ne facem mai întâi câteva instrucțiuni de bază (A) solid edge speciale U foraj sunt propriile lor fabrici de cherestea tren operațiunile de stingere, fabricare, testare. (2) calitatea poate fi asigurată, care poate înlocui Taegutec alte branduri high-end. (3) prețurile Noastre sunt foarte rezonabile, si te rog nu compara piață ieftină U burghiu. (4) de Tip Descriere (caz C25-SD20.5-25-4D) Reprezentant diametrul tijei C25 SD20.5-25D reprezentant 20.5 / 21 / 21.5 / 22 / 22.5 / 23 / 23.5 /24/24.5 este același preț 4D reprezentant U foraj lungime (lungime mâner nu este) 4D = 4 ori diametrul, U este lungimea diametrul de forajX4 (5) U foraj va fi alb și negru, două modele, calitate si pret sunt la fel, atunci expediate.Note generale: recomandat să folosiți centru de înaltă presiune de tăiere la rece, cu tăiere la rece, pot maximiza eficiența de foraj de tăiere, în mod eficient pentru a preveni acumularea de așchii, lame deteriorat și distrus o mașină de prelucrat suprafața interioară a asigura fiabilitatea de prelucrare folosind externe de răcire modul de foraj, foraj de adâncime nu trebuie să depășească 1,5 D; adâncimea de foraj, atunci când este necesar, recomandat de ciugulit proces Pentru cel mai bun foraj rezultatele sunt după cum urmează: detecta arc de oțel reduce abaterea între instrument și ax axa utilizare recomandată modul de tăiere adâncime de foraj 2D / 3D atunci când lichidul de răcire minim 4 KG / cm⊃2;, adâncimea de foraj 4D presiune a lichidului de răcire atunci când minim 5KG / cm⊃2; mai mult de prelucrare deschidere de toleranță, de obicei, adâncimea de foraj pentru 2D / 3D atunci când 0 / + 0.25; 4D când 0 / 0.40, dar cu diferite aleatoare pat și condițiile de prelucrare se va schimba evita depășește 6 ° panta, suprafața concavă inegale începe de foraj, este ușor pentru a detalia caburghiul off-center sau ciobire, deci, dacă aveți să faceți este să se hrănească de foraj trebuie să fie redusă la valoarea recomandată a treia.Suntem default general fotografiat copilul parul cu lame triunghiulare WCMT tip, Dacă este nevoie de fund plat gaura de foraj necesită Observații despre, vă vom trimite cu SPMG tip lama.Cumpărătorul Rețineți: U găuri pentru degroșare diametru instrument este, în general, a jucat sunt considerate normale interval de plus sau minus 0,2, atunci Când a folosit, ca mare centru de presiune de apa, poate crește lama de viață și chip, evacuare, atunci Când este cazul strunguri CNC, elemente de recuzită de la centru și centrul de mecanică axe paralele burghiu Burghiu: Burghiu burghiu burghiu este un factor important pentru succes.A asigura o bună calitate a metodei este de a asigura că gaura în suprafață de burghiul perpendicular pe o axă centrală a piesei de prelucrat.În plus, indexabile de foraj găuri de mică adâncime poate ajusta, de asemenea, hrana pentru prelucrarea convex, abrupte și neregulate suprafață concavă de foraj.Atunci când sunt intersectate gaura de foraj piese adăugate împreună cu multi-foaie rata de alimentare trebuie să fie redus la aproximativ o treime din valorile recomandate Strung aplicabile Note (burghiul nu se rotește) să se Asigure că instrumentul și axa ax concentricitatea de mai puțin de 0.03 mm, dacă este necesar, de a face adecvate de corecție necesare suprafață a burghiului trebuie să fie instalat în jurul valorii de direcția de deplasare a lamei paralel cu axa X a mașinii, și pe periferia exterioară a lamei instrument de instalare turela se asigura că sunt îndeplinite aceste condiții, instrumentul mobil direcția axei-a lungul axei X mașini-unelte, disponibile în diferite gaura diametru Dacă toleranțele de prelucrare nu îndeplinesc cerințele, vă rugăm să verificați elementele de mai sus, unul câte unul și de a regla parametrii de tăiere, îmbunătățit de răcire condiții vă Rugăm să rețineți că, dacă strunguri CNC au avut o experiență de coliziune, este dificil să se asigure că instrumentul ax axa concentrice cu cerințele deAvertizare: atunci Când foraj prin piesa, partea de jos bucata de o mare viteză de zbor în formă de disc a deșeurilor, trebuie să ia măsuri de precauție adecvate pentru a asigura siguranța de foraj Rapid și de prelucrare parametri sunt calculate după cum urmează: viteză de Tăiere (Vc): Exemplu: viteza de rotatie pentru 1600rev / min, diametru burghiu Φ20mm, își viteza de tăiere este: Vc = (20 × 3.14 * 1600) ÷ 1000 = 100 (m / min) viteza de avans (VF): Exemplu: viteza de rotatie pentru 1500rev / min, hrana pe revoluția de la 0.1 mm / rot, sa rata de alimentare este: VF = 0.1 × 1500 = 150 (mm / min) Gaură prelucrare în timp (Tc): Exemplu: Burghiu cu un diametru Φ20mm, 40 mm gaură adâncă, viteza de tăiere este de 100m / min, alimentare la o revoluție de 0,1 mm / rev, căutând foraj timp: Vc = (100 × 1000) ÷ (20 * 3.14) = 1600 (rot / min) Tc = (40 × 1) ÷ (1600 × 0.1) = 0.25 (min) rata de îndepărtare a Metalului (Q): Exemplu: un diametru de foraj Φ20mm viteza de avans de prelucrare 160 mm / rev, sa rata de îndepărtare a metalului: Q = (160 × 3.14 × 202) ÷ (20 × 3.14) = 50.24 (cm3 / min)